

Technologie
Základní materiály
Pro výrobu plošných spojů používáme následující základní materiály:
Isola
DE104, IS 400, IS620, IS410, PCL370HR
Tloušťka mědi [µm]:
9, 12 ,18, 35, 70, 105, 140, 210, 400
Arlon
AD 250, 350, 450, 600 pim low, 25N, TC600, CLTE-AT, Diclad 880
Rogers
4003, 4350, 3010, Duroid 5880
Thermal Clad
se skladbou 1,57 mm Al
podložka + 0,075 mm
dielektrikum + 70µm Cu
Flexibilní Materiály Pyralux
Cu 18µm nebo 35µm, kapton 50µm, v případě jednostranných DPS ještě 25µm lepidlo mezi kaptonem a Cu folií
Při použití standardních základních materiálů (DE104, IS 400) máme možnost nabídnout tloušťku Cu folie od 9µm do 400µm a počet vrstev u vícevrstvých DPS až 12.
Technické podmínky
Technologie

Pokovení Cu
Pokovení galvanickou mědí
Pokovení galvanickou mědí probíhá v automatické vertikální lince, která se skládá ze dvou částí. V první probíhá pokovení 3-5 µm na celé DPS včetně vrtaných otvorů. V druhé části linky se galvanicky vylučuje měď pouze na vytvořený motiv DPS včetně otvorů.
Vrstva vyloučené mědi je 20 µm. Celkové pokovení DPS je při standardním nastavení linky v průměru 25 µm, garantované minimální pokovení je 20 µm. Stejné parametry platí i pro slepé otvory. Linka je vybavena jak stejnosměrnými tak i reverzně pulsními zdroji.

Vodiče a izolační mezery
V závislosti na tloušťce základní mědi a na naší technologii kyselého a alkalického leptání vyrábime plošné spoje s minimálními šířemi vodičů a izolačních mezer dle následující tabulky.
Pro konečnou šíři vodičů je potřeba odečíst od navržené šíře vodičů hodnotu podleptání (viz. technické podmínky).

Galvanické a imerzní zlacení
Galvanické zlato
Tato povrchová úprava je vhodná pro zlacení konektorů nebo dotykových plošek, u kterých je zapotřebí otěruvzdornost. Na měděný povrch spoje se vylučuje 4 µm galvanického niklu a na tuto vrstvu následně 1-2,5 µm tvrdého galvanického zlata. Požadované zlacené plošky musí mít mezi sebou vodivý kontakt a díky dvěma zdrojům v lince můžeme galvanicky vylučovat zlato i na odlišně velké plochy z jednotlivých stran DPS.
Imerzní zlato
Technologie chemického zlata spočívá v nanesení rovnoměrného povlaku niklu s obsahem fosforu v tloušťce 3-6 µm. Na tento povrch je vyloučena ochranná vrstva zlata o tloušťce minimálně 0,05 µm. Technologie dodávaná formou Atotech zaručuje bezproblémovou pájitelnost a vysokou kvalitu povrchové úpravy.

Imerzní cín
Povrchová prava chemickým cínem spočívá ve vyloučení 0,8-1,2µm silného cínového povlaku na povrchu mědi.
Tato technologie se vyznačuje přesným rozložením tloušťky cínu a je vhodná pro vícenásobné pájení a to i pro bezolovnatou pájku.
Používáme osvědčenou technologii Stannatech 2000 firmy Atotech.

Organické povlaky (OSP)
OSP (Organic Surface Protection) vytváří na upraveném měděném povrchu tenký film organických derivátů v tloušťce pouze 0,2 – 0,5 µm.
Zachová dokonalou rovinnost povrchu, spolehlivě chrání měď před oxidací a vydrží 2x průchod reflow.
Tato povrchová úprava je vhodná i pro pájení bez Pb, není energeticky náročná a je šetrnější k životnímu prostředí.

Povrchové předúpravy měděného povrchu MEB
Vertikální linka MecEtchBond je určena na předúpravu měděného povrchu před následnými procesy. Linka zajišťuje perfektní adhezi nepájivé masky na mědi i fotorezistu při vytváření motivu.
Principem je chemické odleptání 1µm mědi a vytvoření specificky zdrsněného povrchu.

HAL (Hot Air Levelling)
Jedna z nejžádanějších povrchových úprav. Principem je dokonalé očištění měděných ploch, rovnoměrné nanesení tavidla a ponor v roztavené cínové lázni. Při vynořování se přebytečný cín odstraní ofukem horkovzdušným nožem. Výsledkem je vrstva cínu o tloušťce 5-20 µm.
Používáme bezolovnatou pájku Balverzinn SN100CL o složení 0,7% Cu, 0,06 % Ni, 99,2 % Sn a obsahující malé množství germania pro snížení oxidace pájky.

Šablony a značení laserem
Laserově řezané šablony a šablony leptané
Pro výrobu laserem řezaných šablon používáme nerezový plech SUS 304 o síle od 0,1 mm do 0,2 mm, pevnosti v tahu 1130 N/mm2/min a tvrdosti 370 HV.
Šablony o síle nad 0,2 mm nebo při požadavku zákazníka vyrábíme šablony technologií leptáním.
Nabízíme materiály: CuSn6 (94% Cu, 6% Sn) nebo CuNi18Zn20 (Cu 62%, Ni 18%, Zn 20%) do tlouštěk až 0,25 mm.
Laserové značení finálních spojů
Špičkové značící zařízení od firmy Lintech je vybaveno CO2 laserovým paprskem a využívá se pro vypálení kódu do nepájivé masky hotového plošného spoje.
Číselný kód je definován požadavkem zákazníka a umístěn s přesností ± 0,1 mm.

Vyplňování otvorů Plugin pastou PP2795
Disponujeme novým zařízením na vyplňován průchozích otvorů. Do požadovaných již předem pokovených otvorů plošného spoje vyplňuje prokovy pod tlakem plugin pastou.
Ta se dále tepelně vytvrdí a je chemicky i tepelně odolná.
Prokovy jsou tak mimořádně stabilní.
Používaná plugin pasta splňuje nejpřísnější kritéria pro nehořlavost (V0), je tepelně odolná pro pájení bezolovnatými pájkami a je certifikovaná UL.

Laminace vícevrstvých spojů
Pro slaminování jednotlivých vrstev při výrobě vícevrstvých spojů používáme dvouetážový laminační lis Lauffer vybavený vakuovou komorou a olejem vytápěnými plotnami.
Řídící CNC systém umožňuje jak automatické tak i manuální nastavení teplotního, tlakového i časového profilu laminačního procesu.
Standardně vyrábíme spoje do 12 vrstev.

Automatická rentgenová registrace
Automatické rentgenové zařízení pro registraci vnitřních vrstev vícevrstvých plošných spojů provádí vrtání zakládajících bodů pro založení do CNC vrtaček nebo fréz.
Během registrace je provedena korekce jednotlivých vrstev a zároveň korekce zohledňující dilataci jednotlivých vrstev.
Vrtání a frézování
Pro vrtání a frézování používáme strojů Lenz a Pluritec. Moderní vícevřetenové CNC vrtačky mají automatické zakladače, lineární pohony ve třech osách s možností kontaktního hloubkového vrtání.
Minimální vrtaný průměr otvorů je 0,2 mm, maximální 6,5 mm.
Pro frézování finálních výrobků používáme dvouvřetenových CNC fréz s lineárními pohony ve třech osách a automatickým kamerovým zaměřovacím systémem s možností invertovat smysl otáčení vřeten. Frézy umožňuje hloubkové frézování a vrtání za použití sekundárního měřícího systému.
Stroje jsou vybaveny automatickým laserovým odměřováním průměru, délky a rozkmitu nástroje.



Drážkování násobných motivů
Drážkovací zařízení se používá pro finální opracování násobných motivů FR4 a také spojů na hliníkových podkladech.
Řízená osa Z umožňuje minimální nastavení zbytkového jádra 0,2 mm.



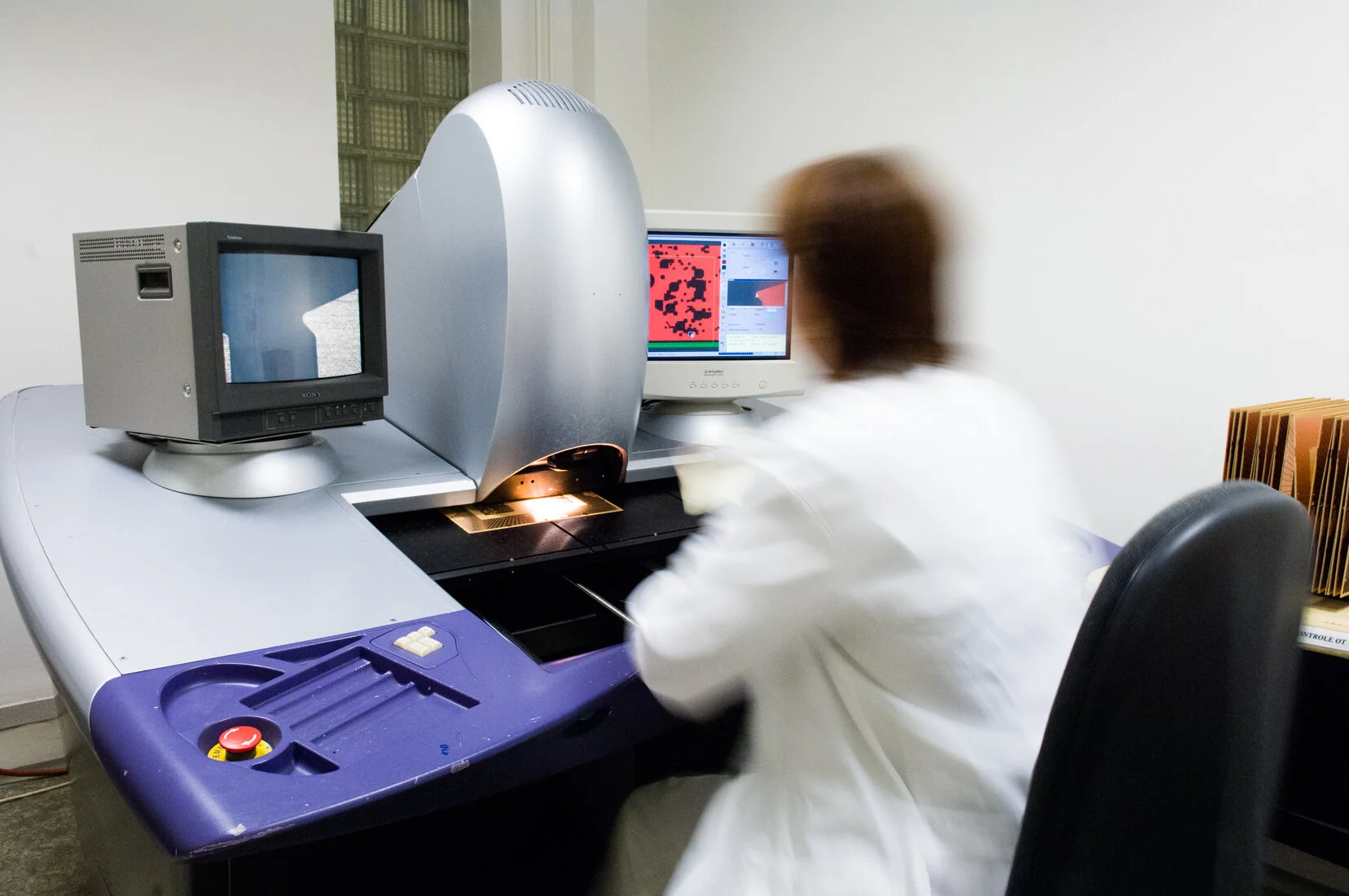
Elektrické a optické testery
Optický tester umožňuje porovnání motivu vnitřních vrstev s origiinální předlohou v Gerber datech. Zařízení lze využít i pro kontrolu filmových předloh.
Elektrické testery ATG A5 pracují na principu “flying probes”, který zaručuje vysokou přesnot a spolu s využitím patentované metody “field measurement” i rychlost a 100%-ní spolehlivosti testování plošných spojů na zkraty a přerušení. S volitelným systémem “soft touch” u ATG A5S lze spolehlivě testovat i plošné spoje z tenkých a flexibilních materiálů od 0,15 mm.

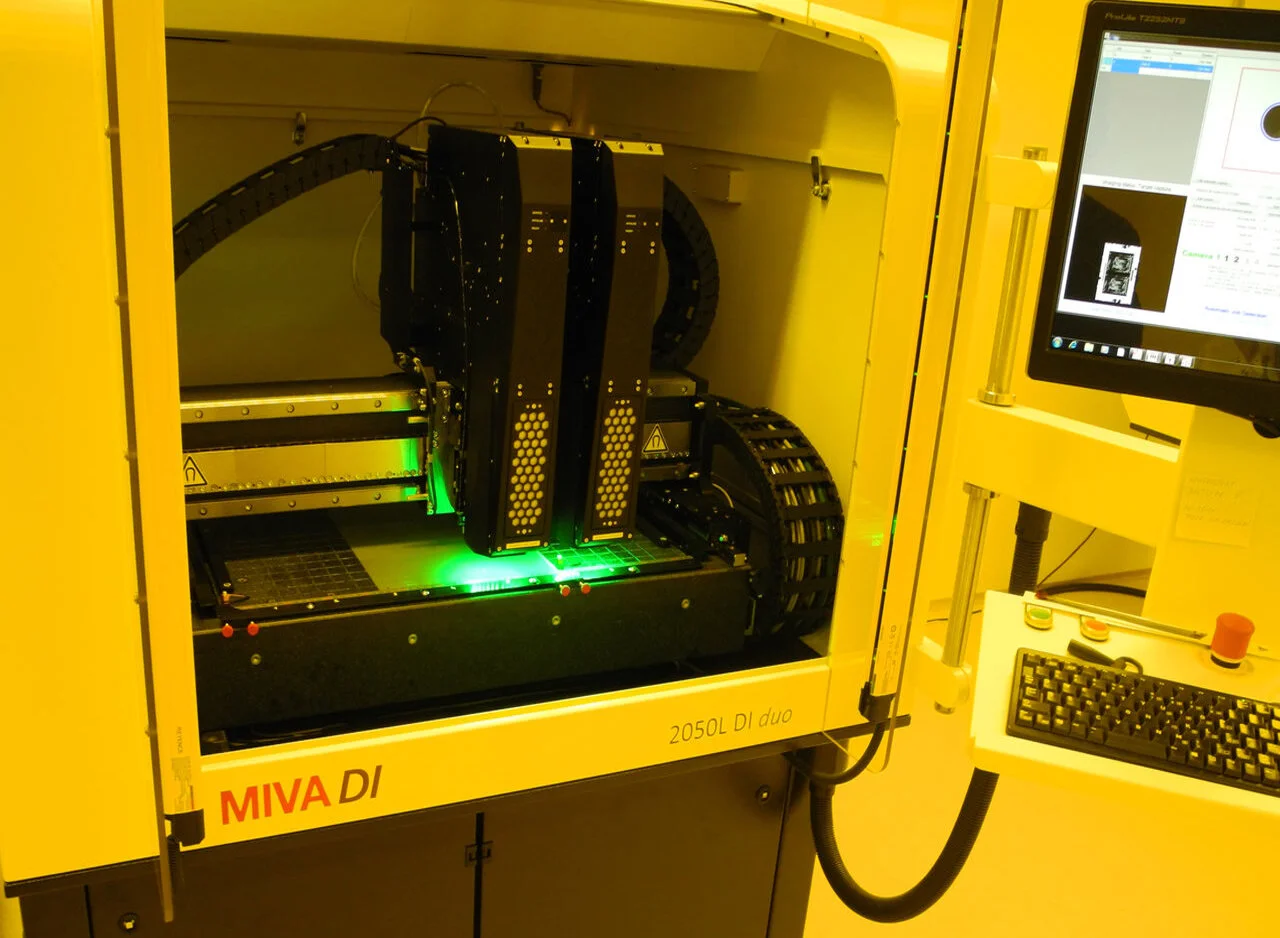
Direct Imaging - přímý osvit
Přesnost, vysoké rozlišení a spolehlivost jsou vlastnostmi této moderní technologie přímého nanesení motivu na desky plošného spoje potažené fotoresistem nebo nepájivou maskou. Osvity pracují v novém klimatizovaném čistém prostoru s filtrovanou cirkulací vzduchu.
Dosažená přesnost ± 9µm a opakovatelnost ±4µm jsou standardní parametry.



Optický tester CAMTEK Phoenix HDI
Díky vysokému rozlišení kamery a LED osvětlení je tento tester schopen nalézt všechny druhy chyb v motivech na objektech od 30 µm.
Maximální velikost panelu DPS: 762 x 660mm
Maximální rychlost: 220 stran za hodinu
Tloušťka DPS: 0,025 – 5mm
Možnost kontroly všech typů Cu folií, pozlacených povrchů, filmových předloh, fotorezistu, teflonových, keramických a dalších nízkokontrastních materiálů.
Zařízení jsme zakoupili s přídavným modulem pro přesné kontrolní 2D měření DPS

Nepájivá maska
Standardní zelenou matnou nepájivou masku nanášíme na clonovacím zařízení MASS s automatickou regulací viskozity a teploty.
Barevné nepájivé masky nanášíme technologií sítotisku. Dle požadavku dokážeme vyrobit plošný spoj s černou, červenou, modrou a bílou maskou. Používáme bílou masku, která je odolná proti zažloutnutí při tepelném namáhání.
Tloušťka nepájivé masky se na ploškách pohybuje v průměru 20 µm a na hranách vodičů garantujeme minimálně 10 µm.

Potisk povrchu hotových spojů
Potisk zelené nepájivé masky na povrchu hotových spojů provádíme potiskovým strojem řízeným výrobními daty ze sítě, anebo klasickým sítotiskem. Standardně používáme bílou barvu.
V případě bílé nepájivé masky nebo požadavku zhotovíme potisk černou barvou.
Minimální tloušťka čáry je 0,15 mm, minimální velikost písma 0,8 mm.
Řízená impedance
Její mĕření a návrh layoutu
Vyrábíme DPS s řizenou impedancí se standardní tolerancí ±10% a s návrhem mĕřícího kuponu.
Navrhujeme i ovĕřujeme skladby plošných spojů pomocí moderních softwarových nástrojů.
K vyrobeným spojům dodáváme protokol výsledků mĕření.